



Опис:

Локтайт 242 забезпечує надійну фіксацію та може бути використаний не тільки на активних металах (наприклад, чорні метали, латунь, мідь), але й на пасивних матеріалах (наприклад, нержавіюча сталь, оцинковані поверхні, алюміній, гальванічні покриття).
Продукт має високу стійкість до нафтопродуктів. Різьбовий фіксатор Loctite 242 допускає застосування на поверхнях, злегка забруднених різними маслами, такими як, СОЖ, антикорозійні та моторні олії, захисні олії та мастила.
Особливості:
- Різьбовий фіксатор Loctite 242 має середню в’язкість (800 – 1600 мПа·с).
- Loctite 242 швидше набирає ручну міцність, ніж Loctite 243 на сталі та латуні.
- Допускається нанесення на трохи забруднені поверхні, наприклад, антикорозійні та моторні масла, СОЖ тощо
- Клей Loctite 242 рекомендується застосовувати на з’єднаннях, які вимагають розбирання та сервісного обслуговування.
- Loctite 242 менш міцна, ніж Loctite 243 і знаходить широке застосування для фіксації датчиків.
Типові області застосування:
- Ефективний для будь-яких типів металевого різьбового кріплення
- Виключає ослаблення натягу різьблення в умовах вібрації деталей, наприклад у насосах, болтах двигунів, редукторів або пресів
- Дозволяє проводити розбирання для ремонту та обслуговування за допомогою звичайного ручного інструменту
- Добре підходить для трохи замасляних поверхонь
- Ідеальне рішення для фіксації датчиків
| Діаметр різьблення: | до М36 |
| Міцність: | Середня |
| Момент зриву для болтів М10 | 11,5 Н·м |
| Робоча температура: | -55°С…+150°С |
| Плинність: | Рідкий |
* Нанесення можливе без застосування додаткових пристроїв, але застосування дозаторів дозволяє знизити витрати продукту
Швидкість полімеризації продукту:
Залежність від матеріалу
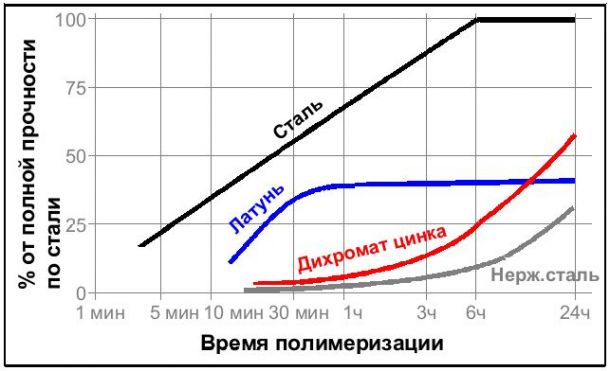
На вищенаведеному графіку показано залежність часу полімеризації продукту від матеріалу деталей, що з’єднуються. Випробування проводили на зафіксованій гайці М10 на болті за стандартом ISO 10964.
Залежність від зазору
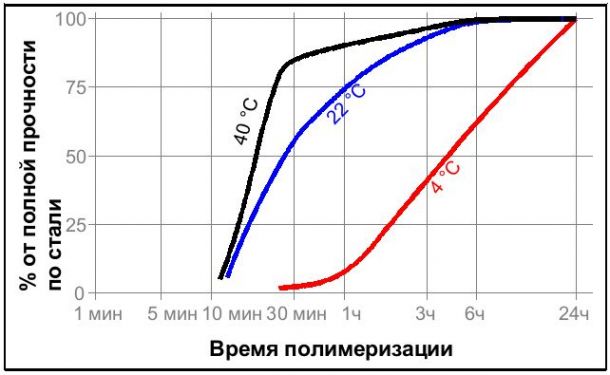
На наведеному вище графіку показано час набору міцності різьбового фіксатора в залежності від зазору. Випробування проводилися за стандартом ISO 10964. Зазор у різьбленні залежить від типу різьблення, якості та розміру.
Технічний опис продукту:
- Властивості незаполімеризованого продукту
- Діаграму процесу полімеризації
- Діаграму залежності швидкості полімеризації від зазору
- Діаграму залежності швидкості полімеризації від температури
- Вплив активатора на швидкість полімеризації
- Властивості заполімеризованого продукту
- Фізичні властивості
- Міцнісні характеристики заполімеризованого продукту
- Опірність зовнішнім факторам (температурна міцність і температурне старіння)
- Хімостійкість
Корисні поради:
- Перед нанесенням продукту знежиріть, очистіть і просушіть поверхні деталей, – для чого можна використовувати продукт Loctite 7063 (150 мл або 400 мл).
- Якщо нанесення клею проводиться при температурі нижче 5°С, рекомендується використовувати склад для попередньої обробки поверхні (активатор для анаеробів), наприклад Loctite 7649 (150 мл або 500 мл).
- У разі неприйнятно довгої полімеризації продукту або надмірно великих зазорів швидкість полімеризації можна збільшити застосуванням активаторів Loctite 7649 (150 мл або 500 мл).
- Не рекомендується застосовувати активатори та очищувачі сторонніх виробників, тому що їх хімічний склад може виявитися несумісним з анаеробними продуктами Loctite
Продукт не рекомендується використовувати серед чистого кисню, хлорину або інших сильних окислювачів. Інформація щодо безпечного застосування продукту міститься в інформаційному листку даних з безпеки (MSDS).
При використанні спеціальних систем для очищення поверхні перед застосуванням продукту необхідно перевірити його сумісність з миючими розчинами. В окремих випадках миючі розчини можуть негативно впливати на властивості продукту.
Продукт не рекомендується використовувати на пластмасах, особливо на термопластиках, внаслідок можливості їх руйнування. При необхідності такого застосування необхідно попередньо перевірити сумісність продукту з матеріалом поверхонь, що контактуються.
Для досягнення найкращих результатів склеювані поверхні необхідно очистити та знежирити. Зазор в деталях, що сполучаються, повинен бути повністю заповнений продуктом. Для пар з’єднань, оброблених під ковзну посадку, продукт Loctite 242 наноситься навколо пальця та передньої частини втулки. При складанні для забезпечення повної заповнюваності зазорів продуктом, деталі, що сполучаються необхідно провернути один щодо одного. Для деталей, оброблених під пресову посадку, нанесення продукту проводиться на обидві частини, що сполучаються, які згодом запресовуються один в одного. Для гаряче-пресових складання продукт наноситься на палець, а втулка нагрівається для досягнення необхідного для вільного складання зазору. З’єднані частини не повинні зазнавати механічних впливів до досягнення ручної міцності. Продукт Loctite 242 може полімеризуватися за наявності на поверхнях тонкої плівки більшості типів консерваційних мастил. Деякі з них містять інгібітори корозії (нітрат соди та ін), які можуть уповільнити процес полімеризації продукту. Таким чином, швидкість полімеризації, як і кінцева міцність з’єднання, залежить від типу і кількості олії, що знаходиться на поверхнях, що склеюються.


